The following issues must be paid attention to during the design and production of plastic containers: inflation, extension, vertical load strength, container rigidity, bearing surface, cap screw, shape and outer surface and molding, temperature, pressure, etc., to ensure The mechanical properties, formability, mold structure and processing rationality of plastic containers, and container use conditions.
The process flow is: mixing → screw extruding → closing mold → blow molding → mold opening → cooling → trimming → inspection.


The following is an introduction to the production process of pet plastic bottles:
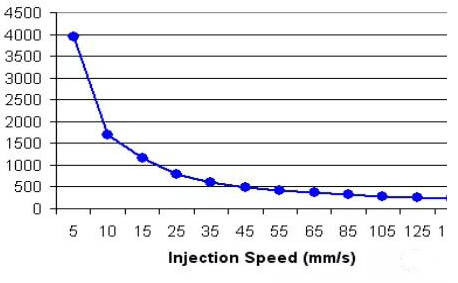
The pet plastic bottle has better rheology in the molten state, and the pressure has a greater influence on the viscosity than the temperature. Therefore, the pressure is mainly used to change the mobility of the melt. Plastic bottles have different usage conditions in different environments, so the rheology and viscosity of the plastic bottles are effectively controlled in the molten state.
1. Treatment of plastics
Because pet plastic bottle macromolecule contains fat base, it has a certain degree of hydrophilicity. The pellets are more sensitive to water at high temperature. When the moisture content exceeds the limit, the molecular weight of pet plastic bottle will decrease during processing, and the product will become colored and change. brittle. Because of this, the materials must be dried before processing. The drying temperature is 150°C for more than 4 hours, generally 170°C for 3-4 hours. The air shot method can be used to check whether the material is completely dry. When using materials, the raw materials should be dried to a certain extent, and different drying temperatures and time limits should be paid attention to to ensure that the plastic bottles produced have good product functions.
2. Selection of injection molding machine
Because the pet plastic bottle has a short period of time after the melting point and high melting point, it is necessary to choose an injection system with more temperature control sections and less self-friction heat generation during plasticization, and the actual weight of the product (water-containing mouth material) cannot be Less than 2/3 of the injection volume of the machine.
3. Detention time
Do not use an excessively long residence time to prevent the molecular weight from decreasing. Try to avoid temperatures above 300°C. If the downtime is less than 15 minutes. Only need to do air injection treatment; if it exceeds 15 minutes, clean with viscosity pe, and reduce the barrel temperature to pe temperature until it is turned on again. Strict control should be carried out on the residence time of plastic bottles. Different temperatures need to be processed differently, so the time limit should be strictly controlled.
4. Matters needing attention
The recycled material should not be too large, otherwise it is easy to cause “bridging” at the unloading place and affect plasticization. When recycling plastics, strictly control the number of recycled materials to ensure the plasticization quality of plastics. If the mold temperature is not well controlled or the material temperature is not properly controlled, it is easy to produce “white fog” and opacity. Strictly control the mold temperature, otherwise there will be undesirable events. The mold temperature is low and average, the cooling rate is fast, and the product is transparent with less crystallization.
5. Mold and gate design
Pet plastic preforms are generally formed by hot runner molds. It is better to have a heat shield between the mold and the injection molding machine template, the thickness of which is about 12mm, and the heat shield must be able to withstand high pressure. The exhaust must be sufficient to avoid local overheating or chipping, but the depth of the exhaust port should generally not exceed 0.03mm, otherwise flash will easily occur. The production process of pet plastic bottles requires strict quality system maintenance to ensure that the produced plastic bottles have good product quality and guarantee. The production process is complicated, and different production processes need to be strictly controlled to ensure that each process is carried out in strict accordance with the standards.